



服務熱線
0755-83044319

發布時間:2024-10-08作者來源:薩科微瀏覽:769
高質量硅片的生產從單晶硅錠開始,經過多道工藝步驟,包括切片、表面處理和精加工。其中,線鋸切割是將大尺寸的圓柱形硅錠切割成薄片(即硅片)的關鍵步驟。
線鋸切割是確保硅片具有所需厚度和平整度的關鍵步驟,同時還能盡量減少材料損耗和缺陷。這一過程需要在切割速度、精度和表面質量之間找到平衡。
2. 硅錠準備概述
在上一篇文章中,我們介紹了硅錠通常通過直拉法(CZ法)或區熔法(FZ法)生長。無論采用哪種方法,最終都會得到一個直徑從100毫米到300毫米不等的圓柱形單晶硅錠。在半導體應用中,必須將硅錠加工成厚度只有幾百微米的薄片。這一從硅錠到硅片的轉變從硅片分離過程開始,線鋸切割技術正是在這一過程中發揮作用的。
3. 線鋸切割工藝:基本原理
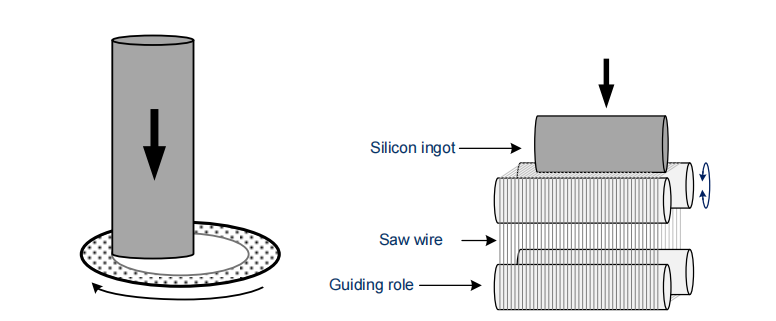
線鋸切割工藝旨在通過高精度和最小化浪費將硅錠切割成多個硅片。這個過程使用細鋼絲或鎢絲,絲線連續以環路方式移動并切割硅錠。鋼絲上涂覆或濕潤著含有碳化硅(SiC)或金剛石顆粒的磨料漿,漿料以乙二醇或油為載體液。線鋸切割原理圖示如下:
線鋸切割的關鍵步驟:
硅錠安裝:圓柱形硅錠被牢固地安裝在鋸框上,確保其精確對齊,以避免切割過程中出現角度誤差。
鋼絲張緊:一根長而細的鋼絲(通常直徑在100至200微米之間)通過一系列滾輪編織成網格狀,從而允許同時切割多個硅片。鋼絲始終保持在恒定的張力下,以確保平穩切割。
磨料漿液涂敷:鋼絲持續被涂覆含有磨料顆粒(碳化硅或金剛石)的漿液,這些顆粒通過研磨作用對硅進行切割。
鋼絲運動:鋼絲以與硅錠進給方向相反的方向運動,通常速度為每秒10米左右。這種高速運動有助于[敏感詞]化切割效率并盡量減少切口寬度(切割過程中損失的材料)。
切割動作:隨著鋼絲穿過硅錠,磨料漿逐漸磨掉硅材料,形成單獨的硅片。此過程受到高度控制,以確保厚度和平整度的均勻性。
漿液循環:漿液被不斷循環,確保切割區有新鮮的磨料顆粒供應。
4. 關鍵組件和所用材料
線鋸切割過程中涉及多個關鍵組件和材料,它們協同工作以實現精確的硅片切割。以下是最重要的組成部分:
4.1. 鋸線
線鋸使用的鋼絲通常由鋼或鎢制成,具有很高的強度和耐久性。鋼絲非常細,通常直徑在100至200微米之間,以盡量減少切割時的硅損耗。
抗拉強度:鋼絲必須承受切割過程中的張力而不斷裂。
耐用性:鋼絲還需能長時間耐受磨料漿的作用,并保持在高速度下通過硅錠的運動。
4.2. 磨料漿
用于線鋸切割的漿料含有實際進行切割的磨料顆粒。常見的磨料包括碳化硅(SiC)和金剛石顆粒,它們都極為堅硬,能夠高效研磨硅。
碳化硅(SiC):碳化硅是最常見的磨料之一,因其硬度(莫氏硬度9.5)能夠高效切割硅。
金剛石顆粒:金剛石硬度比碳化硅更高(莫氏硬度為10),用于對切割損耗和表面質量要求更高的應用場景。
載體液:磨料顆粒懸浮在載體液中,如乙二醇或油,以潤滑切割表面、去除碎屑并冷卻切割區域。
4.3. 鋸切機
線鋸切割機是一種高度精密的設備,它控制鋼絲的運動、漿料的涂敷以及硅錠的進給速度。現代切割機配備有傳感器和反饋系統,用以監控鋼絲張力、切割速度和漿液流動。
5. 工藝參數及其影響
多個參數會影響線鋸切割過程的結果,熟練的工藝工程師需要理解如何優化這些變量以達到[敏感詞]效果:
5.1. 鋼絲速度
鋼絲速度是決定切割效率和質量的最重要因素之一。更快的鋼絲速度可以提高切割速率,但也可能增加鋼絲的磨損并降低表面質量。通常的鋼絲速度范圍為每秒5至15米,大多數應用中常見的是10米每秒。
5.2. 硅錠進給速度
硅錠進入鋼絲網的進給速度必須得到精確控制。較快的進給速度可以提高產量,但可能導致硅片厚度不均勻且表面質量較差。相反,較慢的進給速度會產生更薄且更高質量的硅片,但產量降低。
5.3. 漿液成分
漿液中磨料顆粒的類型和濃度會影響切割速度和表面光潔度。高濃度的大顆粒磨料可以提高切割速度,但也可能增加表面損傷;而更細的顆粒則可以產生更光滑的表面,但切割速度會減慢。
5.4. 鋼絲張力
保持正確的鋼絲張力對于獲得均勻切割至關重要。如果鋼絲張力過低,鋼絲可能會下垂,導致硅片厚度不均;如果張力過高,鋼絲可能斷裂或過早磨損。
6. 切割后的處理工藝
在線鋸切割后,切割出的硅片還不能直接用于半導體制造。它們需要進一步加工,以改善表面質量并去除切割過程中造成的機械損傷。關鍵的后處理步驟包括:
6.1. 研磨
研磨通過使用磨料墊來平整硅片表面,去除切割留下的粗糙表面。這一步通常會去除硅片每側約50微米的材料。
6.2. 蝕刻
濕法化學蝕刻用于去除殘留的表面缺陷和晶格損傷。常用的蝕刻劑包括氫氟酸、硝酸和醋酸的混合物,這些酸能進一步精加工硅片表面。
6.3. 拋光
拋光是硅片準備的最后一步,目的是使表面非常光滑和平整。通常采用化學機械拋光(CMP)工藝,這種工藝結合了化學蝕刻劑和機械磨料,以達到理想的表面質量。
7. 線鋸切割中的挑戰與解決方案
線鋸切割過程并非沒有挑戰,以下是一些常見問題及其解決方案:
7.1. 切口損耗
切口損耗指的是由于切割寬度(即切縫)造成的材料損失。在線鋸切割中,切口損耗由鋼絲直徑和磨料顆粒大小決定。為了盡量減少切口損耗,使用更細的鋼絲和更細的磨料顆粒,但這會導致切割速度減慢。
7.2. 表面損傷
磨料顆粒的機械作用可能會在硅片上引入表面損傷和晶體缺陷。通過研磨、蝕刻和拋光等后續工藝,可以減輕這種損傷。
7.3. 鋼絲斷裂
在線鋸切割過程中,鋼絲受到高張力和磨料的持續作用,容易斷裂。為了降低鋼絲斷裂的風險,現代設備配備有張力控制系統,能夠實時監測和調整鋼絲張力。
8. 結論
線鋸切割是硅片制造中的關鍵工藝,要求對多個參數進行精確控制,以實現理想的結果。了解工藝的工作機制以及所使用的材料和工具,對于從事半導體制造的工藝工程師至關重要。通過優化鋼絲速度、進給速度、漿液成分和鋼絲張力,可以[敏感詞]化產量,同時減少材料浪費和表面缺陷。
免責聲明:本文采摘自“老虎說芯”,本文僅代表作者個人觀點,不代表薩科微及行業觀點,只為轉載與分享,支持保護知識產權,轉載請注明原出處及作者,如有侵權請聯系我們刪除。
友情鏈接:站點地圖 薩科微官方微博 立創商城-薩科微專賣 金航標官網 金航標英文站
Copyright ?2015-2024 深圳薩科微半導體有限公司 版權所有 粵ICP備20017602號-1
